
ニュース アンダカット型とは何ですか?. トピックに関する記事 – アンダカット型の特徴は?
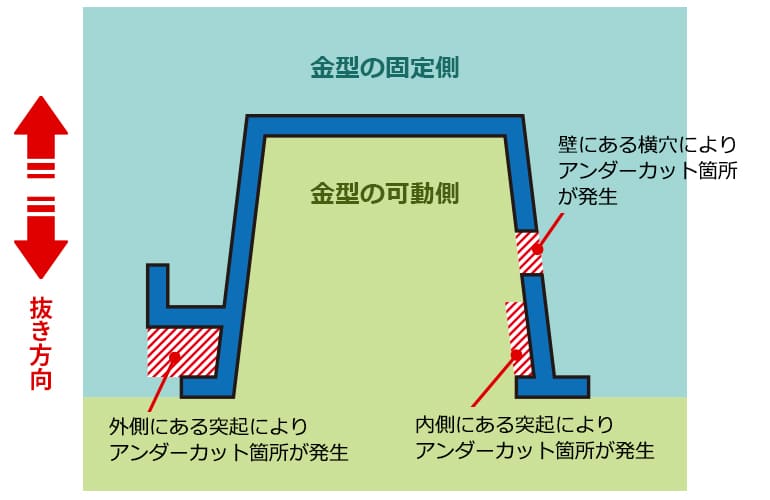
アンダーカットとは、プラスチックの成形品を金型から取り出す際、金型の開閉方向には離型出来ない形状部分のことを言います。 その形状部があるために、そのままでは成形品の取出しが出来ないので、金型に改めて特殊な機構などを織り込む必要が出てきます。 よく、製品を上から見て影になる部分がアンダーだと一般的には言います。アンダーカットとは、成形品を金型から取出すとき、そのままの状態では離型できない凸形状や凹形状のことをいいます。 そのアンダーカット部にあたる金型の部分を、離型できるように移動させる処理がアンダーカット処理です。 アンダーカットが、成形品の外側にあるか内側にあるかで、アンダーカット処理の方法が異なります。「アンダーカット」とは、出入り口に設置される扉の下部を10mm程度カットすること。 開き戸に使われ、10mm離して設置することで切り欠きが必要なくなるため、行なわれていた時期もある。

アンダー形状とは何ですか?成形品を成形金型から取り出す際に、成形品が金型に干渉する形状をさす。
JIS溶接用語でアンダーカットとは?
アンダーカットの定義
アンダーカットは溶接欠陥の一種で、JISの溶接用語では「母材又は既溶接の上に溶接して生じた止端の溝」と定義されています。 溶接の止端付近の母材が掘られて、溶着金属が満たされないまま溝ができてしまった部分です。アンダーカットは「母材または既溶接の上に溶接を生じた止端溝」とJISで定義されています。 一般的に溶接電流や溶接速度が過剰に高いことが発生原因となります。 ウィービングで左右に揺動させながら進む溶接で幅が大きすぎてもアンダーカットの発生原因になるため注意しましょう。
アンダーカットの原因は?
アンダーカットとは,溶接ビード止端部に存在するノッチ状にえぐれた欠陥である。 溶接電流や溶接速度が過剰に高すぎることが主な発生原因であり,アークでガウジングされた部分を溶融プールが埋めきれない場合に発生する。 対策としては,電流,溶接速度の低減が有効である1)。

室内のドアが、引戸の場合、アンダーカットやガラリは不要ですか? 引き戸の場合、レール部や召し合わせ部に隙間が自然と出来るため換気経路としては十分に成り立つ為、特にアンダーカットの必要は御座いません。
アンダーカットの対策は?
アンダーカットとは,溶接ビード止端部に存在するノッチ状にえぐれた欠陥である。 溶接電流や溶接速度が過剰に高すぎることが主な発生原因であり,アークでガウジングされた部分を溶融プールが埋めきれない場合に発生する。 対策としては,電流,溶接速度の低減が有効である1)。 アンダーカットの一例を写真2に示す。製品にアンダーカットがあっても、スライド構造を使用せず、二方向に“無理”に製品を変形させて金型から離型することを無理抜き成形といいます。 パーティングライン(金型の合わせ目)がなくなるため、バリレス成形が可能で、バリ取り工程を削減することでコストダウンができます。アンダーカットは構造の強度,特に繰返し荷重を受ける場合の疲労強度には大きな影響を与える。 通常の静的な荷重が支配的な構造物では,板厚の数%あるいは0.5mm程度のアンダーカットは許容するようになっている。
例えば,日本道路協会の道路橋示方書(鋼橋編)1)では,アンダーカット深さの許容値を0.3mmとしている。 一方,縦方向溶接部ではアンダーカットが応力集中の主因とはならないため,許容値は0.5mmと緩和されている。
アンダーカットでドアを何センチカットする?カット方法も、ドア幅が70センチ程度の場合、建具両サイドはカット無しで中央付近の50センチ程度を15mm程度敷居から上がった所まで(建具のカット15mmでは無い:敷居・建具の隙間2~3mm付けるから実際には12~13mmカット)のアンダーカットです。
無理抜きのデメリットは?特に無理抜きになっている部分や応力集中しやすい部分は破損が発生しやすくなります。 また、混入した異物や分散不良資材が起点となる場合もあります。 この場合 材料の変更や成形条件の変更が考えられます。 また、金型の調整や離型剤等を使用することで改善されることがあります。
溶接のアンダーカットの対策は?
アンダーカットとは,溶接ビード止端部に存在するノッチ状にえぐれた欠陥である。 溶接電流や溶接速度が過剰に高すぎることが主な発生原因であり,アークでガウジングされた部分を溶融プールが埋めきれない場合に発生する。 対策としては,電流,溶接速度の低減が有効である1)。

厚み何ミリくらいまで溶接できますか? 100V、20アンペアの電源で約3~4mm程度、30アンペアの電源で約4~5mm程度溶接できます。開戸のアンダーカットについて
引戸・折戸・ふすま・障子は現在の仕様・施工で通気のためが措置を特別に加える必要はありませんが、開戸については四周の隙間に追加して、「換気ガラリ」あるいは「1cm 程度のアンダーカット」を設けることで通気が確保できるとされています。成形材料は冷却されることで収縮するため、金型の可動側にある「コア」という型に張り付き、固定側の金型である「キャビ」からはわずかに浮き上がる。 そのような状態から離形しやすくするために抜き勾配を設ける。